ГОСТ 2310-77
ГОСТ 2310-77
Группа Г24
7850-0100
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МОЛОТКИ СЛЕСАРНЫЕ СТАЛЬНЫЕ
Технические условия
Steel bench hammers. Specifications
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.12.77 N 3097
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (июль 2005 г.) с Изменениями N 1, 2, 3, 4, утвержденными в июне 1986 г., сентябре 1987 г., мае 1988 г., феврале 1990 г. (ИУС 9-86, 1-88, 8-88, 5-90)
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2005 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на слесарные стальные молотки массой от 0,05 до 1,00 кг, изготовляемые для нужд народного хозяйства и экспорта.
Настоящий стандарт не распространяется на молотки стальные строительные.
(Измененная редакция, Изм. N 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Молотки должны изготовляться типов:
3 — с круглым бойком и сферическим носком.
1.2. Основные размеры молотков типа 1 должны соответствовать указанным на черт.1 и в табл.1, типа 2 — на черт.2 и в табл.2, типа 3 — на черт.3 и в табл.3.
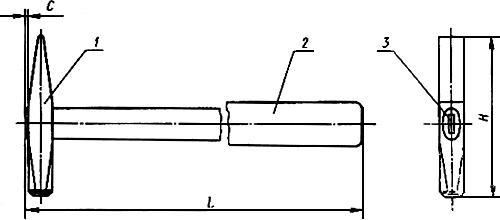
Черт.1. Основные размеры молотков типа 1
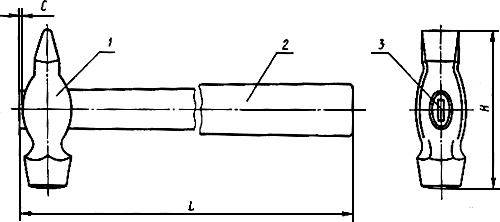
1 — головка молотка; 2 — рукоятка; 3 — клин
Черт.1
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0101 Ц 15.хр ГОСТ 2310-77
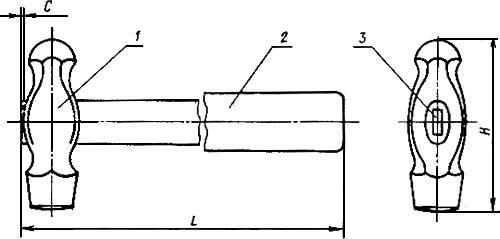
Черт.2. Основные размеры молотков типа 2
1 — головка молотка; 2 — рукоятка; 3 — клин
Черт.2
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0116 Ц 15.хр ГОСТ 2310-77
Черт.3. Основные размеры молотков типа 3
1 — головка молотка; 2 — рукоятка; 3 — клин
Черт.3
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0132 Ц 15.хр ГОСТ 2310-77
1.3. Основные размеры головок молотков (поз.1) типа 1 должны соответствовать указанным на черт.4 и в табл.4; типа 2 — на черт.5 и в табл.5; типа 3 — на черт.6 и в табл.6.
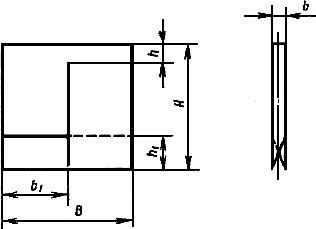
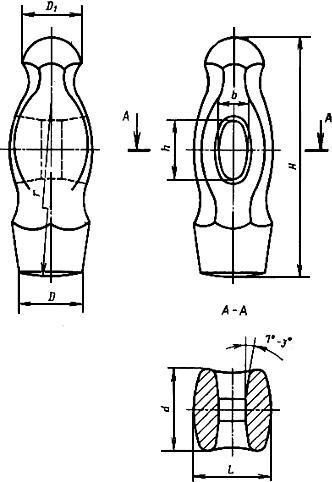
Черт.4. Основные размеры головок молотков (поз.1) типа 1
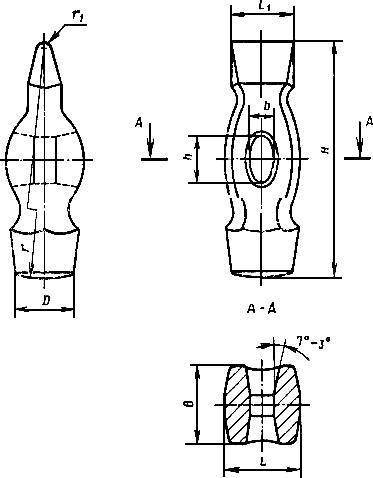
Пример условного обозначения головки молотка типа 1, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0101/001 Ц 15.хр ГОСТ 2310-77
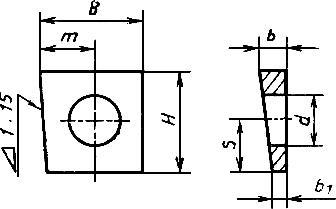
Черт.5. Основные размеры головок молотков (поз.1) типа 2
Пример условного обозначения головки молотка типа 2, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0116/001 Ц 15.хр ГОСТ 2310-77
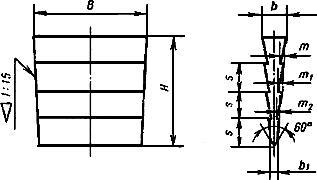
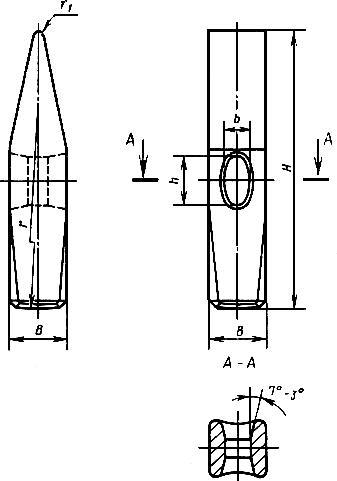
Черт.6. Основные размеры головок молотков (поз.1) типа 3
Пример условного обозначения головки молотка типа 3, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0132/001 Ц 15.хр ГОСТ 2310-77
1.2, 1.3. (Измененная редакция, Изм. N 4).
1.4. Предельные отклонения размеров головок молотков — не более 2-го класса по ГОСТ 7505, при этом должны быть выдержаны требования п.2.4 настоящего стандарта.
1.5. Основные размеры рукояток (поз.2) должны соответствовать указанным на черт.7 и в табл.7.
Черт.7. Основные размеры рукояток (поз.2)
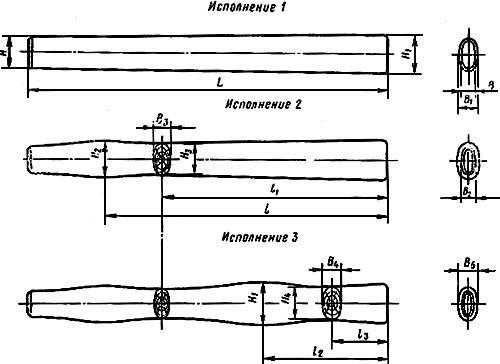
Примечание. Допускается изготовление рукояток других эргономически удобных форм.
Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0,20 кг:
Рукоятка 7850-0116/002 ГОСТ 2310-77
(Измененная редакция, Изм. N 4).
1.6. Предельные отклонения размеров рукояток — по 18-му квалитету ГОСТ 6449.1.
1.2-1.6. (Измененная редакция, Изм. N 1).
1.7. Конструкция и размеры деталей молотков и клина указаны в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали молотков должны быть изготовлены из следующих материалов:
головки молотков — из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми;
клинья — из стали марки Ст3 по ГОСТ 380 или из сталей других марок, не уступающих по механическим свойствам Ст3.
Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695;
рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука — по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе.
(Измененная редакция, Изм. N 3).
2.3. Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50,5…57 ![]() в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более
в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более ![]() общей длины головки молотка.
общей длины головки молотка.
(Измененная редакция, Изм. N 1).
2.4. Предельные отклонения от номинальной массы головки молотка до 0,10 кг не должны превышать ±12%, свыше 0,10 кг — ±7%.
2.6. Допуск симметричности оси отверстия головки молотка относительно оси симметрии для молотка массой до 0,2 кг — не более 0,3 мм, массой от 0,4 до 1,0 кг — не более 0,5 мм.
(Измененная редакция, Изм. N 1).
2.7. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл.8, а наружных поверхностей рукояток не должны быть более ![]() 100 мкм по ГОСТ 7016.
100 мкм по ГОСТ 7016.
(Измененная редакция, Изм. N 3).
2.9. Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл.10.
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл.10.
2. Молотки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия, не ниже 2 группы условий эксплуатации по ГОСТ 9.303.
Допускается по требованию торгующих организаций применение окисного и фосфатного с промасливанием покрытия головок молотков.
3. При лакокрасочном, окисном и фосфатном покрытиях сферическая поверхность бойка, цилиндрическая и сферическая поверхности носка головок молотков должны быть осветлены.
(Измененная редакция, Изм. N 1, 2, 3).
2.10. Качество покрытий молотков должно соответствовать ГОСТ 9.301 и ГОСТ 9.032.
2.11. Поверхность деревянных рукояток должна быть пропитана олифой по ГОСТ 7931, ГОСТ 190 или покрыта бесцветным лаком (нитролаком по ГОСТ 4976).
2.10, 2.11. (Измененная редакция, Изм. N 3).
2.13. Соединение головки молотка с рукояткой должно быть надежным и выдерживать усилие, Н, не менее для молотков массой
Трещины на рукоятках от расклинивания за пределами отверстия головки не допускаются.
Примечание. До 01.01.92 в соединении головки молотка с рукояткой допускается усилие стягивания не менее 490 Н — для молотков с массой головок до 0,30 кг и 980 Н — для молотков с массой головок от 0,40 до 1,0 кг.
(Измененная редакция, Изм. N 3, 4).
2.14. На головке молотка должны быть четко нанесены:
1) товарный знак предприятия-изготовителя;
2) номинальная масса молотка, кг;
3) цена для молотков, изготовленных для розничной продажи через торговую сеть.
Допускается дополнительно наносить на рукоятку молотка красочный знак (эмблему) предприятия-изготовителя.
2.15. Внутренняя упаковка молотков — ВУ-1, ВУ-2, ВУ-3, ВУ-7 по ГОСТ 9.014.
2.16. Остальные требования к маркировке и упаковке транспортной и потребительской тары — по ГОСТ 18088.
2.14-2.16. (Введены дополнительно, Изм. N 3).
3. ПРИЕМКА
Приемка молотков — по ГОСТ 26810.
Разд.3. (Измененная редакция, Изм. N 1, 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Размеры и шероховатость поверхностей контролируют универсальными или специальными средствами измерений.
4.2. Твердость рабочих частей молотка проверяют по ГОСТ 9013.
4.3. Качество гальванических покрытий контролируют по ГОСТ 9.301, лакокрасочных покрытий — по ГОСТ 9.032.
4.4. Внешний вид защитно-декоративных покрытий проверяют осмотром.
4.5. Прочность соединения головки молотка с рукояткой испытывают равномерно возрастающей нагрузкой с усилиями, указанными в п.2.13. Нагрузку прикладывают в направлении оси рукоятки молотка и контролируют динамометром или тарированным грузом, при этом смещение головки молотка относительно рукоятки не допускается.
(Измененная редакция, Изм. N 3).
4.6. Прочность молотков определяют трехкратным сильным плечевым ударом по положенной на наковальню стальной пластинке толщиной не менее 5 мм, термически обработанной до твердости 34…41,5 ![]() .
.
После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
4.7. Влажность древесины рукояток измеряют по ГОСТ 16588 или влагомером по ГОСТ 29027.
(Введен дополнительно, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение — по ГОСТ 18088.
Разд.5. (Измененная редакция, Изм. N 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий транспортирования.
6.2. Гарантийный срок эксплуатации — 6 мес со дня продажи молотков через розничную торговую сеть, а для внерыночного потребления — с момента получения потребителем.
ПРИЛОЖЕНИЕ (рекомендуемое). КОНСТРУКТИВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ МОЛОТКОВ
Черт.1. Головка молотка типа 1
(черт.1, табл.1)