





ГОСТ 1465-80 (СТ СЭВ 1297-78)
ГОСТ 1465-80
(СТ СЭВ 1297-78)
Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НАПИЛЬНИКИ
Технические условия
Files. Specifications
Срок действия с 01.01.81
в части разд.2 — с 01.01.84
до 01.01.96
________________________________
Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И Семенченко, Г.А.Астафьева, Н.И.Минаева, Т.А.Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.01.80 N 354
3. Срок проверки 1994 г., периодичность проверок — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 1297-78.
5. ВЗАМЕН ГОСТ 1465-69, ГОСТ 5.227-75, ГОСТ 5.1625-72, ГОСТ 5.2237-74, ГОСТ 5.2309-76
7. Срок действия продлен до 01.01.96 Постановлением Госстандарта СССР от 06.03.90 N 353
8. ПЕРЕИЗДАНИЕ (май 1992 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1982 г., ноябре 1984 г., июле 1987 г., марте 1990 г. (ИУС 12-82, 2-85, 12-87, 6-90)
Настоящий стандарт распространяется на слесарные напильники общего назначения.
(Измененная редакция, Изм. N 3).
1. ТИПЫ
1.1. Напильники должны изготовляться типов:
1 — плоские; 2 — квадратные; 3 — трехгранные; 4 — ромбические; 5 — ножовочные; 6 — полукруглые; 7 — круглые.
1.2. Напильники изготовляют следующих исполнений по твердости (сцепляемостью с контрольной пластинкой):
02-62 ![]() ;
;
03-58 ![]() .
.
(Измененная редакция, Изм. N 3).
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК, НАРЕЗОК И РАЗМЕРЫ НАПИЛЬНИКОВ
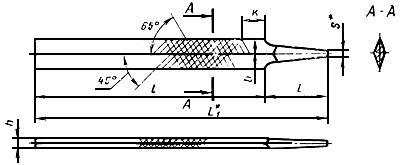
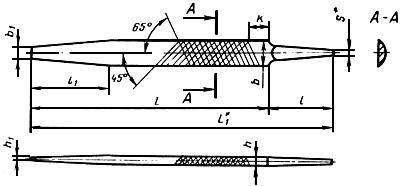
2.1. Напильники должны иметь перекрестную (двойную) насечку, основную — под углом 65°, вспомогательную — под углом 45° к оси напильника.
Расположение основной и вспомогательной насечек зубьев напильников должно соответствовать указанному на черт.1.
Черт.1

(Измененная редакция, Изм. N 3).
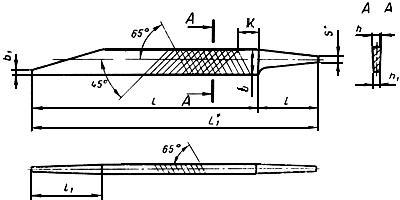
2.2. Узкие стороны ножовочных и одна из узких сторон плоских напильников должны иметь одинарную насечку под углом 65°.
Количество насечек узких сторон должно быть равным количеству основных насечек широких сторон. Большая узкая сторона ножовочных напильников насекается только на параллельном участке.
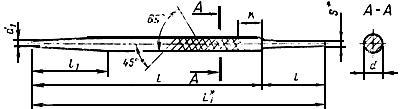
2.3. Круглые напильники и полукруглая сторона полукруглых напильников могут изготовляться с насеченным или нарезанным зубом, а остальные типы — с насеченным зубом.
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона (70±5)°.
Круглые напильники и полукруглая сторона полукруглых напильников могут иметь одинарную насечку номеров 3, 4 и 5.
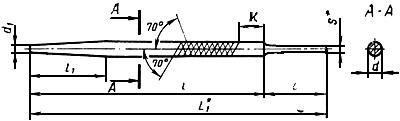
Напильники с нарезанным зубом должны иметь перекрестную нарезку:
основную под углом 70°;
вспомогательную под углом 70°.
(Измененная редакция, Изм. N 4).
2.4. Напильники должны изготовляться:
шести номеров насечек — 0; 1; 2; 3; 4; 5;
четырех номеров нарезок — 0; 1; 2; 3.
2.5. Количество основных насечек или нарезок на 10 мм длины должно соответствовать табл.1.
(Измененная редакция, Изм. N 2).
(Измененная редакция, Изм. N 4).
2.6. Количество вспомогательных насечек или нарезок на 10 мм длины в зависимости от количества основных насечек или нарезок должно соответствовать указанному в табл.2.
2.7. Размеры напильников должны соответствовать черт.2-10 и табл.3-11:
Черт.2. Плоские тупоносые напильники
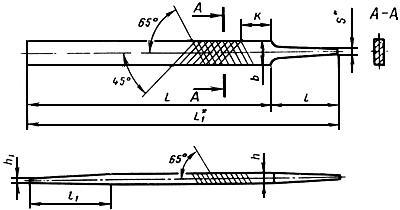
_______________
* Размер для справок.
Примечание к черт.2-6. Допускается выполнять хвостовики напильников с симметричным сечением любой формы, кроме круглой.
Примечание к табл.3 и 4. Значения, отмеченные знаком *, действуют с 01.01.90.
Пример условного обозначения плоского тупоносого напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2820-0026 ГОСТ 1465-80
Черт.3. Плоские остроносые напильники
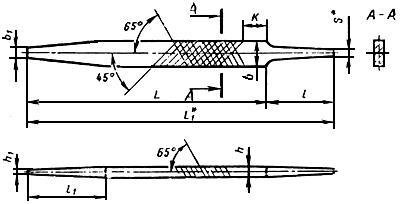
Пример условного обозначения плоского остроносого напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2820-0076 ГОСТ 1465-80
Черт.4. Квадратные напильники
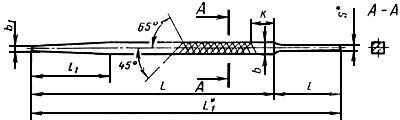
_________________
* Размер для справок.
1. Допускается выполнять хвостовики напильников с сечением, повернутым на 45°.
2. Допускается по согласованию с потребителем изготовлять напильники без оттянутого участка.
_________________
* Допускается изготовлять напильники со стороной квадрата соответственно ![]() 14 мм и 16 мм.
14 мм и 16 мм.
Пример условного обозначения квадратного напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2821-0026 ГОСТ 1465-80
Черт.5. Трехгранные напильники
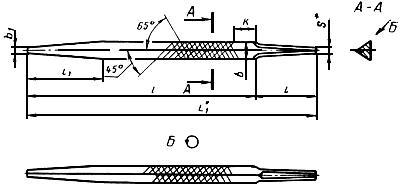
________________
* Размер для справок.
1. Размер ![]() дан без учета фасок.
дан без учета фасок.
2. Допускается по согласованию с потребителем изготовлять напильники без оттянутого участка.
Размеры, мм
_________________
* Допускается изготовление напильников шириной ![]() 12 мм.
12 мм.
** Действует с 01.01.90.
Пример условного обозначения трехгранного напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2821-0076 ГОСТ 1465-80
Черт.6. Ромбические напильники
Пример условного обозначения ромбического напильника с длиной рабочей части ![]() 200 мм, с насечкой N 2:
200 мм, с насечкой N 2:
Напильник 2821-0113 ГОСТ 1465-80
Черт.7. Ножовочные напильники
_________________
* Размер для справок.
Примечание. Допускается выполнять хвостовики напильников с симметричным сечением любой формы, кроме круглой.
Пример условного обозначения ножовочного напильника с длиной рабочей части ![]() 200 мм, с насечкой N 2:
200 мм, с насечкой N 2:
Напильник 2821-0143 ГОСТ 1465-80
Черт.8. Круглые напильники с насеченными зубьями
Круглые напильники с насеченными зубьями
_________________
* Размер для справок
Примечание к черт.8-10. Допускается выполнять хвостовики напильников с симметричным сечением любой формы, кроме круглой.
Примечание. Допускается по согласованию с потребителем изготовлять напильники без оттянутого участка.
_________________
* Допускается изготовлять напильники диаметрами соответственно ![]() 14 мм и 16 мм.
14 мм и 16 мм.
** Действует с 01.01.90.
Пример условного обозначения круглого напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2822-0026 ГОСТ 1465-80
Черт.9. Круглые напильники с нарезанными зубьями
Круглые напильники с нарезанными зубьями
_________________
* Размер для справок.
Примечание. Допускается по согласованию с потребителем изготовлять напильники без оттянутого участка.
_________________
* Допускается изготовлять напильники соответственно диаметрами ![]() 14 мм и 16 мм
14 мм и 16 мм
** Действует с 01.01.90.
Пример условного обозначения круглого напильника с длиной рабочей части ![]() 300 мм, с нарезкой N 1:
300 мм, с нарезкой N 1:
Напильник 2822-0066 ГОСТ 1465-80
Черт.10. Полукруглые напильники
_________________
* Действуют с 01.01.90.
Пример условного обозначения полукруглого напильника с длиной рабочей части ![]() 300 мм, с насечкой N 1:
300 мм, с насечкой N 1:
Напильник 2822-0141 ГОСТ 1465-80
Примечание. Для напильников исполнения 02 и 03 к условному обозначению добавляют индекс исполнения — 02 и 03.
(Измененная редакция, Изм. N 1, 3).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Напильники должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Напильники должны изготовляться из инструментальной углеродистой стали марок У13 или У13А по ГОСТ 1435-90 или из стали 13Х по ГОСТ 5950-73, профилей 1-7 по ГОСТ 5210-82.
3.3. Твердость и острота зубьев напильника должны обеспечивать сцепляемость их с контрольной пластинкой, изготовленной из стали той же марки, что и напильник трех исполнений по твердости: 58 ![]() , 60
, 60 ![]() , 62
, 62 ![]() .
.
Примечание. Назначение напильников по твердости указано в справочном приложении.
3.2, 3.3. (Измененная редакция, Изм. N 4).
3.4, 3.5. (Исключены, Изм. N 3).
3.6. Твердость хвостовика напильника на участке от конца до середины его длины не должна превышать ![]() 36,5.
36,5.
3.7 Отношение высоты зуба к нормальному шагу основной насечки или нарезки должно быть не менее 0,5.
3.8. Передний угол зуба напильника, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки или нарезки и расположенном в середине длины рабочей части напильника, может быть отрицательным, но он не должен превышать минус 12° для напильников с насечкой N 0, 1, 2 и минус 15° для напильников с насечкой N 3, 4, 5 и напильников с нарезанными зубьями.
3.9. Предельные отклонения размеров напильника не должны превышать, мм:
|
|
|
||
|
|
|
||
|
|
|
||
|
|
ширины плоских, ножовочных, полукруглых, стороны трехгранных и квадратных, диаметра круглых и большой диагонали ромбических |
|
Допускается отклонение стороны трехгранных напильников длиной до 200 мм — 2,2 мм, св. 200 мм — 2,6 мм.
Примечание. Значения, отмеченные знаком *, действуют с 01.01.94.
(Измененная редакция, Изм. N 4).
3.10. Предельные отклонения углов наклона насечки или нарезки не должны превышать ±2°.
Предельные отклонения числа основных насечек или нарезок на 10 мм длины напильника не должны превышать:
3.9, 3.10. (Измененная редакция, Изм. N 3).
3.12. Отклонение от прямолинейности не должно превышать:
на неоттянутом участке рабочей части напильника 0,2 мм на 100 мм длины;
на узкой стороне для плоских и ножовочных напильников или по ребру для полукруглых и ромбических напильников 0,3 мм на 100 мм длины.
3.13. Расстояние конца носка напильника от плоскости неоттянутой части соответствующей стороны напильника должно быть не менее, мм:
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
длиной рабочей части св. 100 до 300 мм и напильников круглых, квадратных, трехгранных |
|
|
|
|
|
||
|
|
для напильников (кроме плоских) длиной рабочей части св. 300 мм |
|
(Измененная редакция, Изм. N 4).
3.14. На рeбрax напильников плоских, квадратных, трехгранных, полукруглых и ромбических допускается наличие фаски, размеры которой не должны превышать приведенных в табл.12.
мм
(Измененная редакция, Изм. N 2, 4).
3.15. Отклонения от симметричности оси хвостовика относительно оси напильника не должно превышать, мм:
3.16. На круглых напильниках и на выпуклой стороне полукруглых напильников насечки должны перекрывать одна другую.
3.17. На поверхностях напильника не должно быть трещин.
На рабочей поверхности напильника не должно быть заусенцев, черновин и следов коррозии.
Торец носка напильника должен быть защищен и не иметь сколов.
Острые кромки на хвостовике должны быть притуплены.
(Измененная редакция, Изм. N 2, 3, 4).
3.18. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10% от номинального значения осевого шага.
3.19. Смещение заплечиков относительно друг друга вдоль оси напильника не должно превышать 1 мм.
3.20. Напильники изготовляются без ручек. Допускается по согласованию с потребителем изготовлять напильники с ручками. Ручки напильников должны изготовляться по чертежам предприятия-изготовителя.
3.21. Надежность напильников, изготовленных из углеродистой стали, определяется полным 95%-ным ресурсом, равным 10000 рабочих ходов на одну сторону при условиях испытаний, указанных в разд.5.
3.22. Критерием предельного состояния напильников является потеря производительности, выраженная нормой съема металла за 10000 рабочих ходов, менее указанной в табл.15.
Поправочный коэффициент на норму съема металла для напильников, изготовленных из стали 13Х, равен 1,4 по отношению к указанному в табл.15.
3.23. На ненасеченной или ненарезанной части каждого напильника или на хвостовике около заплечиков должен быть четко нанесен товарный знак предприятия-изготовителя и марка стали для напильников из стали 13Х.
3.24. При упаковывании напильники должны быть отделены один от другого.
3.25. На потребительской таре должна быть указана твердость напильников.
3.21-3.25. (Измененная редакция, Изм. N 4).
3.27. Внутренняя упаковка напильников — ВУ-1 по ГОСТ 9.014-78.
3.28. Остальные требования к упаковке и маркировке транспортной и потребительской тары — по ГОСТ 18088-83.
3.21-3.28. (Введены дополнительно, Изм. N 3).
4 ПРИЕМКА
4.1. Правила приемки — по ГОСТ 23726-79.
4.2. Периодические испытания, в том числе испытания на надежность, следует проводить один раз в 3 года, не менее чем на 5 напильниках. Испытания напильников должны проводиться на одном типоразмере из каждого типа напильников.
Разд. 4. (Измененная редакция, Изм. N 4).
5. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
5.1. Контроль внешнего вида напильников осуществляют визуально.
(Измененная редакция, Изм. N 3).
5.1a. При контроле параметров напильников следует применять методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051-81;
при измерении углов — 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25% значения допуска на проверяемый параметр.
5.1б. Углы наклона нарезки измеряют на цилиндрической части.
5.1в. Ширина и толщина насеченных напильников измеряется на ненасеченном участке рабочей части, нарезанных — на нарезанной (рабочей) части (кроме носка).
5.1г. Испытание напильников на работоспособность проводят по сцепляемости с контрольной пластинкой твердостью по п.3.3.
Пластинку при испытании следует провести широкой стороной по зубьям напильника в направлении от носка к хвостовику; пластинка должна сцепляться с зубьями без следов выкрашивания их на вершине. Сцепляемость с контрольной пластинкой и качество насечки на размере ![]() и на расстоянии до 10 мм от торца носка не контролируются.
и на расстоянии до 10 мм от торца носка не контролируются.
5.1д. Испытания напильников на надежность следует проводить на станках типа ТФ 18-6 или на аналогичных станках.
5.1в, 5.1г, 5.1д. (Измененная редакция, Изм. N 4).
5.1а-5.1д. (Введены дополнительно, Изм. N 3).
5.2. При испытании на работоспособность (сцепляемость с контрольной пластинкой) и надежность напильники проверяют по следующим сторонам:
плоские и ножовочные — по двум широким сторонам;
квадратные и ромбические — по четырем сторонам;
трехгранные — по трем сторонам;
круглые — по двум диаметрально противоположным сторонам;
полукруглые — по плоской и полукруглой сторонам.
(Измененная редакция, Изм. N 3, 4).
5.3. Напильники должны испытываться на образцах (брусках) из углеродистой стали марки У8 по ГОСТ 1435-74, твердостью 170…187 НВ.
Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной поверхности образца не должна быть более ![]() 20 мкм.
20 мкм.
(Измененная редакция, Изм. N 3).
5.4. При испытании напильников широкие стороны опиливаемого образца должны быть расположены горизонтально, а ось образца должна быть перпендикулярна к оси напильника.
5.5. При испытании круглых напильников и выпуклых сторон полукруглых напильников на торце опиливаемого образца должен быть сделан пропил с кривизной, соответствующей кривизне поверхности испытываемого участка напильника.
5.6. Насечка или нарезка напильника, подвергаемого испытанию, должна быть сухой.
5.7. При испытаниях на надежность следует испытывать каждую сторону напильника в течение 10000 рабочих ходов. Число рабочих ходов испытательного станка в минуту должно быть 55-60.
Испытываемый участок рабочей части напильника должен начинаться на расстоянии 10-15 мм от ненасеченного или ненарезанного участка.
Результат испытаний следует считать удовлетворительным, если объем снятого металла для каждой стороны напильника не менее нормы съема по табл.15.
(Измененная редакция, Изм. N 1, 2, 3).
5.8. Опиливаемый образец при испытании на надежность напильников с количеством насечек или нарезок от 5 до 10 на 10 мм длины напильника должен быть взвешен с точностью до 1 г, при испытании напильников с количеством насечек или нарезок от 12 до 24 — с точностью до 0,5 г и при испытании напильников с количеством насечек свыше 28 — с точностью до 0,1 г.
5.7, 5.8. (Измененная редакция, Изм. N 3, 4).
5.10. Нормы съема металла при испытании напильников на надежность должны соответствовать указанным в табл.15.
Примечание. Величина прижимающего груза дана без учета сил трения в механизме подачи бруска и в механизме записи испытательного станка.
(Измененная редакция, Изм. N 4).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Транспортирование и хранение напильников — по ГОСТ 18088-83.
Разд.6. (Измененная редакция, Изм. N 3).
Разд.7. (Исключен, Изм. N3).
ПРИЛОЖЕНИЕ (Справочное). Рекомендации по назначению напильников
